Casting machines for dental technology
Casting machines for dental technology
Casting machines are electric units for casting molten materials in dental technology. This mostly involves metals but can also include glass-ceramics and plastics (injection moulding). The casting procedure comprises two processes: melting and casting. The solid material is warmed in a crucible (mostly ceramic or carbon), often temperature-controlled, to a liquid smelt.
The various types of casting machine generate heat using different methods: Arc melting (electric/gas discharge on tungsten electrode) is usually used when casting titanium.
Other metallic materials such as precious and non-precious alloys can be fused with a precisely adjusted open flame (propane/butane-oxygen, "open flame casting") or induction melting (water-cooled, alternating current induction coils induce heat in the metal ingots). The temperatures reached by resistance heating are usually only high enough for melting preciousmetals.
The casting mould is normally produced by waxing up the pattern with wax or resin and investing it in a casting ring using soft investment material (controllable expansion for compensating for the setting shrinkage) which is then allowed to harden. The casting ring is then heated in a preheating furnace to fully burn out the wax or resin. This results in a refractory, single-use, mould for the lost-wax casting technique, which is later destroyed during devesting. It is heated until immediately prior to casting before being secured in the holder of the casting machine. The metal melted in the casting machine must then be forced to flow into the mould.
There are various options for applying the necessary force. Depending on the system in use, gravitational force (swivelling mechanisms), compressed air ("pressure casting"), vacuum or centrifugal force may act alone or in combination. As the metal shrinks, i.e. loses volume, during cooling (preferably "directional", i.e. the thin marginal areas furthest from the crucible cool first), the casting machine must also be designed to feed the excess molten metal into the mould.
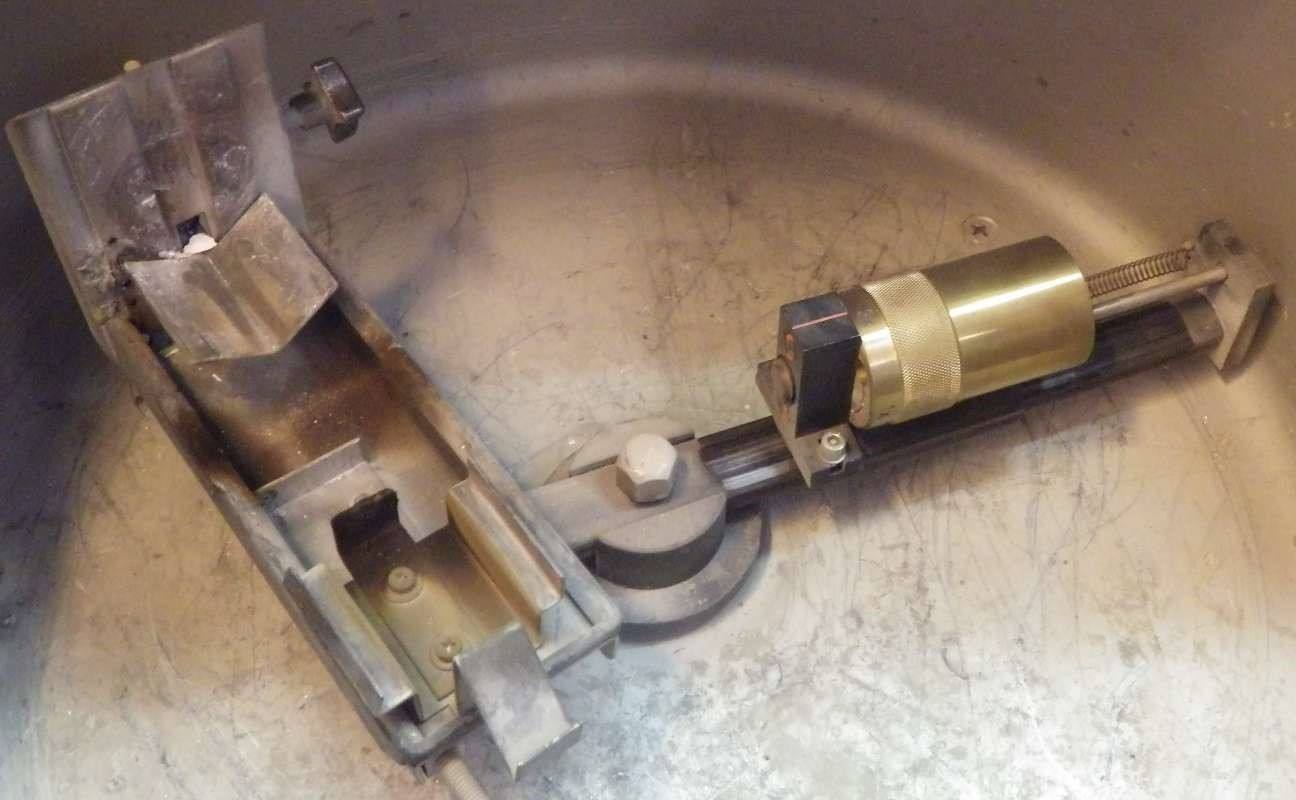
Centrifugal casting machine
To prevent the molten metal oxidising, casting machines include various measures such as vacuum for evacuating undesirable gases from the investment material, casting in shrouding gas (e.g. argon) or the use of special carbon crucibles which release CO2 (carbon dioxide) shrouding gas and CO (carbon monoxide) reducing agent from their surfaces when heated. When casting with an open flame, CO is also released in the "reducing zone" and addition of flux powder also prevents oxidation.
Want to give it a try ...
... or need professional advice?
Get in touch with us or click Contact.
Word of the day
| English | German |
|---|---|
| xenograft | Heterotransplantat |
Focus text of the month
Composites also composite (from the Latin componere = to compose) are tooth-coloured filling materials with plastic properties used in dental treatment. In lay terms they are often referred to as plastic fillings, also erroneously sometimes confused with ceramic… Composites also composite (from the Latin componere = to compose) are tooth-coloured filling materials with plastic properties used in dental treatment. In lay terms they are often referred to as plastic fillings, also erroneously sometimes confused with ceramic fillings due to their tooth colour. After being placed in a cavity they cure chemically or by irradiating with light or a combination of the two (dual-curing). Nowadays, composites are also used as luting materials. The working time can be regulated with light-curing systems, which is a great advantage both when placing fillings and during adhesive luting of restorations. Dual-curing luting materials are paste/paste systems with chemical and photosensitive initiators, which enable adequate curing, even in areas in which light curing is not guaranteed or controllable. Composites were manufactured in 1962 by mixing dimethacrylate (epoxy resin and methacrylic acid) with silanized quartz powder (Bowen 1963). Due to their characteristics (aesthetics and advantages of the adhesive technique) composite restorations are now used instead of amalgam fillings.
The material consists of three constituents: the resin matrix (organic component), the fillers (inorganic component) and the composite phase. The resin matrix mainly consists of Bis-GMA (bisphenol-A-glycidyldimethacrylate). As Bis-GMA is highly viscous, it is mixed in a different composition with shorter-chain monomers such as, e.g. TEGDMA (triethylene glycol dimethacrylate). The lower the proportion of Bis-GMA and the higher the proportion of TEGDMA, the higher the polymerisation shrinkage (Gonçalves et al. 2008). The use of Bis-GMA with TEGDMA increases the tensile strength but reduces the flexural strength (Asmussen & Peutzfeldt 1998). Monomers can be released from the filling material. Longer light-curing results in a better conversion rate (linking of the individual monomers) and therefore to reduced monomer release (Sideriou & Achilias 2005) The fillers are made of quartz, ceramic and/ or silicon dioxide. An increase in the amount of filler materials results in decreases in polymerisation shrinkage, coefficient of linear expansion and water absorption. In contrast, with an increase in the filler proportion there is a general rise in the compressive and tensile strengths, modulus of elasticity and wear resistance (Kim et al. 2002). The filler content in a composite is also determined by the shape of the fillers.
Composite restorations Conclusion |
 Minimally-invasive preparation and
Minimally-invasive preparation and  indiscernible composite restoration
indiscernible composite restoration