Keramikbrennöfen
Keramikbrennöfen
Moderne Keramikbrennöfen sind im 21. Jh. technisch ausgefeilte elektronisch gesteuerte Geräte zur Durchführung von Brennvorgängen dentalkeramischer Massen. Dabei kann es sich um Aufbrennkeramiken zur keramischen Verblendung von Gerüsten aus Metall (klassische Metallkeramik auf EM-, NEM-Legierungen, Titan) oder aus Vollkeramik wie Zirkoniumdioxid oder Lithiumdisilikat handeln. Auf feuerfesten Modell-Stümpfen können aber auch unmittelbar vollkeramische Einlagefüllungen oder Verblendschalen gebrannt werden.
Zentrales Bauelement eines K. ist die feuerfeste Brennkammer. Darin können Werkstücke nach Auftrag keramischer Materialschichten auf Brenngutträgern wie Gittern, Kegeln, Stiften und Brennwatte positioniert werden.
Meist im oberen Ofenanteil sind die Heizspiralen ringförmig konzentrisch um das Brenngut angeordnet. Mit motorgetriebenem Liftmechanismus erfolgt das Schließen der bestückten Brennkammer durch Anheben des Brennsockels oder Absenken des Deckels. Die Brennführung folgt vorher eingestellten, von Material, Verfahren und Arbeitsschritt abhängigen standardisiert vorgegebenen oder individuell erarbeiteten Programmabläufen.
Viele Parameter lassen sich unabhängig voneinander präzise einstellen, so etwa sekundengenau die Zeiten (Vorwärmen/Vortrocknen, Steigern/Aufheizen, Halten, Absenken/Abkühlen) und Brenntemperaturen für verschiedenste Abläufe wie Opaker-, Wash-, Schultermassen, Dentin-, Glasur- und Glanzbrand.
Da nur mit integriertem Evakuieren der Brennkammer (Vakuumphase) eine ungetrübte Keramik entsteht, ist eine leistungsfähige Vakuumpumpe unverzichtbares Zubehör zu K.
 Keramikbrennofen
Keramikbrennofen
Kombinierte Brenn- und Pressöfen erlauben auch die Anfertigung presskeramischer Arbeiten (dem Gießen ähnliches Einpressen von mittels Druck und Hitze verflüssigten Keramikblöcken in verlorene Formen aus feuerfest Einbettmasse) mit speziellen Muffeln und Press-Stempeln.
Während die Glasinfiltration vorgesinterter Keramiken mit K. möglich ist ("Infiltrationsbrand"), sind für das Sintern selbst (etwa von Zirkoniumdioxid) spezielle Hochtemperatur-Sinteröfen erforderlich.
Want to give it a try ...
... or need professional advice?
Get in touch with us or click Contact.
Word of the day
| English | German |
|---|---|
| porcelain application instrument | Keramikinstrument |
Focus text of the month
Root canal posts are inserted centrally into adequately long, straight sections of devitalised, root-filled teeth which show no pathological findings either clinically or radiologically. Severe vertical and horizontal structure loss from the clinical crown is an indication… Root canal posts are inserted centrally into adequately long, straight sections of devitalised, root-filled teeth which show no pathological findings either clinically or radiologically. Severe vertical and horizontal structure loss from the clinical crown is an indication for root canal posts. The preferred method is generally to insert the root canal post, so that it (by predrilling with ascending diameters) virtually fills the prepared post site and fits close to the dentine wall. That section of the root canal post in the root should be at least as long as the crown restoration, leaving a few millimetres of the root canal filling to seal the apex. Isolated concepts have also been developed with smooth metal posts projecting apically beyond the tooth and intended for anchoring in the bone (transdental fixation).
Restoration with a temporary post is seldom practical due to the increased fracture and reinfection rate; a definitive root canal post should be inserted as early as possible.
Customised root canal posts (often made from precious metal alloys), cast after waxing up directly in the root canal or indirectly after taking an impression of the root canal lumen (using burnout posts), can also be used for filling lumina with oval or irregular cross sections, as well as two or three divergent canals each fitted with a post inserted, if necessary, through the opening of another canal. The core build-up(s), or even the entire crown (historically: post crown) can be integrated. |
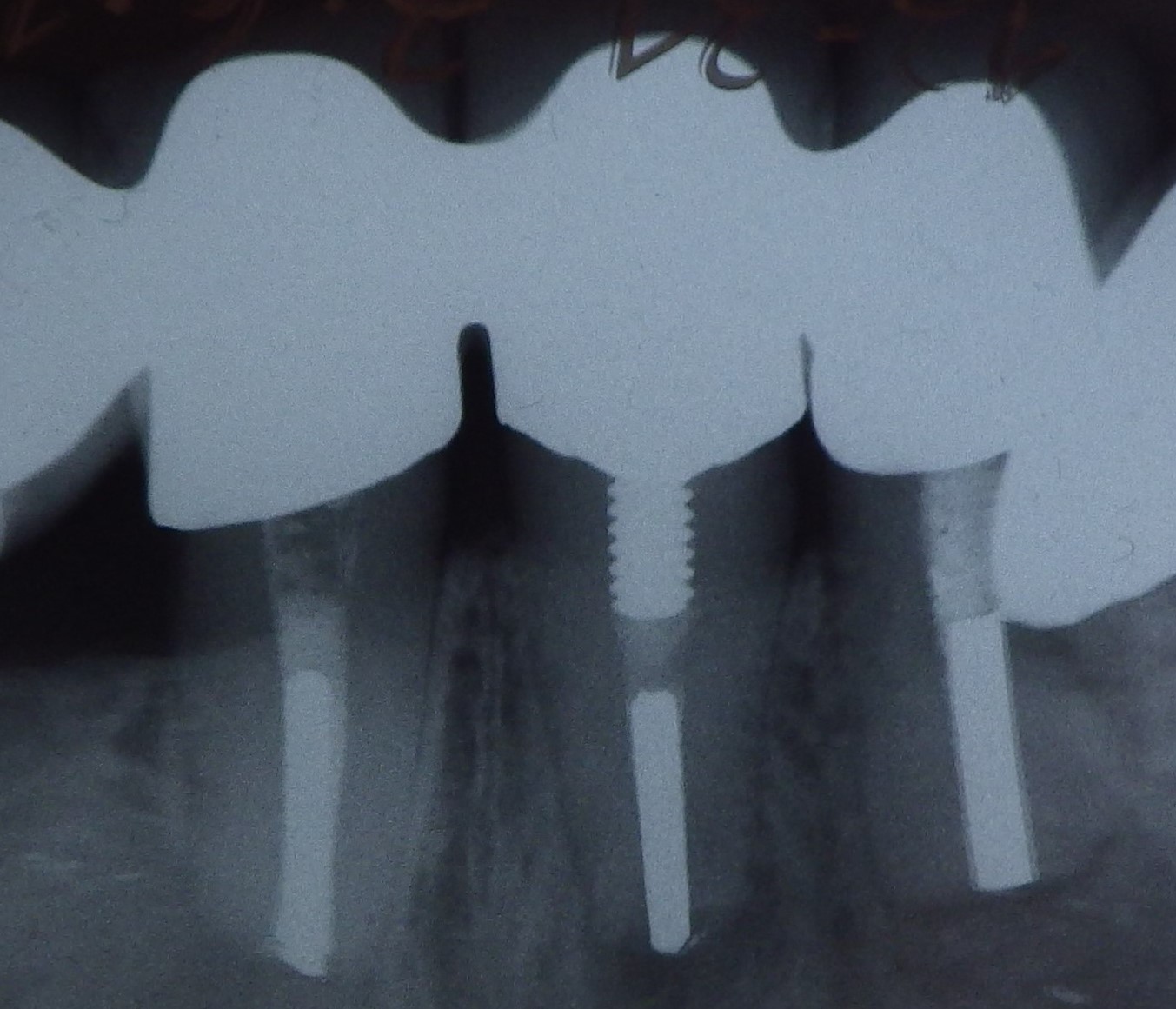 Three different root canal posts
Three different root canal posts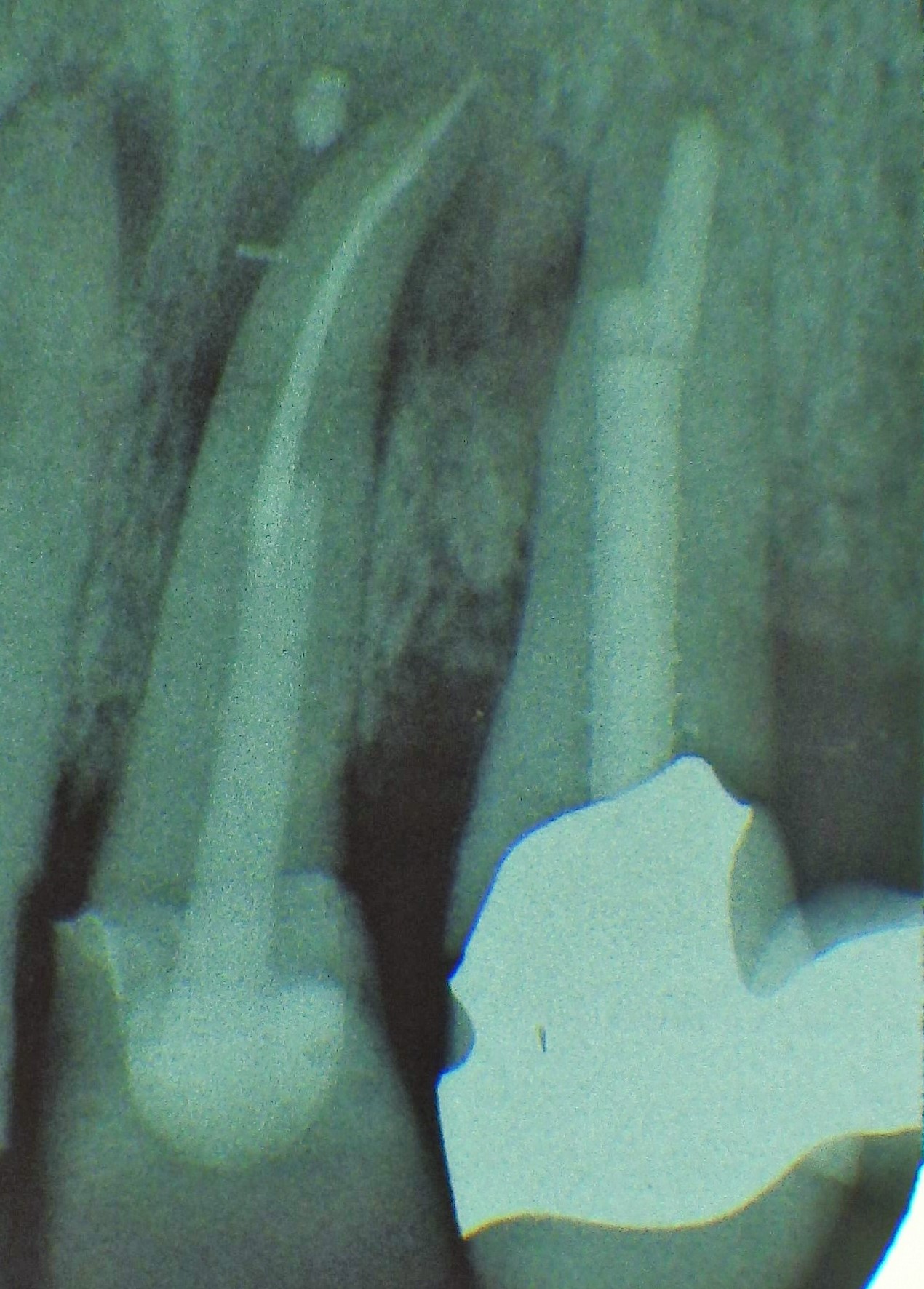 Tooth 14 conical and smooth, tooth 13 cylindrical and threaded
Tooth 14 conical and smooth, tooth 13 cylindrical and threaded