Gießgeräte Zahntechnik
Gießgeräte sind elektrische Geräte für den Guss geschmolzener zahntechnischer Materialien. Dies sind meist Metalle, aber auch Glas(-Keramik) und Kunststoffe (Spritzguss). Zwei funktionelle Anteile sind zu unterscheiden, Schmelzen und Gießen.
Das vorher feste Material wird durch Zufuhr von Wärme in einem Tiegel (meist aus Keramik oder Kohlenstoff) oft unter Temperaturkontrolle geschmolzen und so zu einer flüssigen Schmelze.
Unterschiedliche Typen von G. nutzen verschiedene Arten der Wärmeerzeugung: Das Lichtbogenschmelzen (stromzuführende Gasentladung an Wolframelektrode) wird vor allem für den Titanguss eingesetzt.
Andere metallische Werkstoffe, etwa Edelmetall- und Nichtedelmetall-Legierungen lassen sich auch mit einer präzise eingestellten offenen Flamme (Propan/Butan-Sauerstoff, "Flammenguss") und Hochfrequenzschmelzen (wassergekühlte Wechselstrom-Induktionsspulen induzieren Wärme im Schmelzgut) verflüssigen. Widerstandsschmelzen erreicht meist nur für das Schmelzen von Edelmetallen ausreichend hohe Temperaturen.
Die Gussform entsteht in der Regel, indem das gewünschte Gussobjekt zunächst in Wachs oder Kunststoff erstellt (z.B. aufgewachst, modelliert) und in einer Gussmuffel in zunächst fließfähige (zum Ausgleich der Erstarrungsschrumpfung gesteuert expandierend) erhärtende Guss-Einbettmasse eingebettet wird. Durch Erhitzen der Muffel in einem sogenannten "Vorwärmofen" werden Wachs oder Kunststoff rückstandslos ausgebrannt ("Auswachsen"). So entsteht eine feuerfeste, später zu zerstörende, deshalb nur einmalig verwendbare "verlorene" Hohlform. Sie wird bis unmittelbar vor dem Gussvorgang allmählich erhitzt und spätestens jetzt in eine Halterung im G. umgesetzt. Nun muss die im G. erzeugte Schmelze in die Form einfließen und eingepresst werden.
Die dazu erforderliche Kraft kann auf unterschiedliche Weise aufgebracht werden. Je nach System wirken einzeln oder kombiniert Schwerkraft (Kippmechanismen), Druckluft ("Druckguss"), Vakuum ("Vakuumguss") oder "Fliehkraft"/"Zentrifugalkraft" ("Schleuderguss"). Da die Abkühlung der Schmelze (möglichst in Form einer "gerichteten Erstarrung", zunächst der randständigen, dünnen und tiegelfernen Bereiche) zu einer Schrumpfung, also einem Volumenverlust führt, muss die Konstruktion des G. außerdem eine "Nachspeisung" der im Überschuss vorhandenen, noch flüssigen Schmelze gewährleisten.
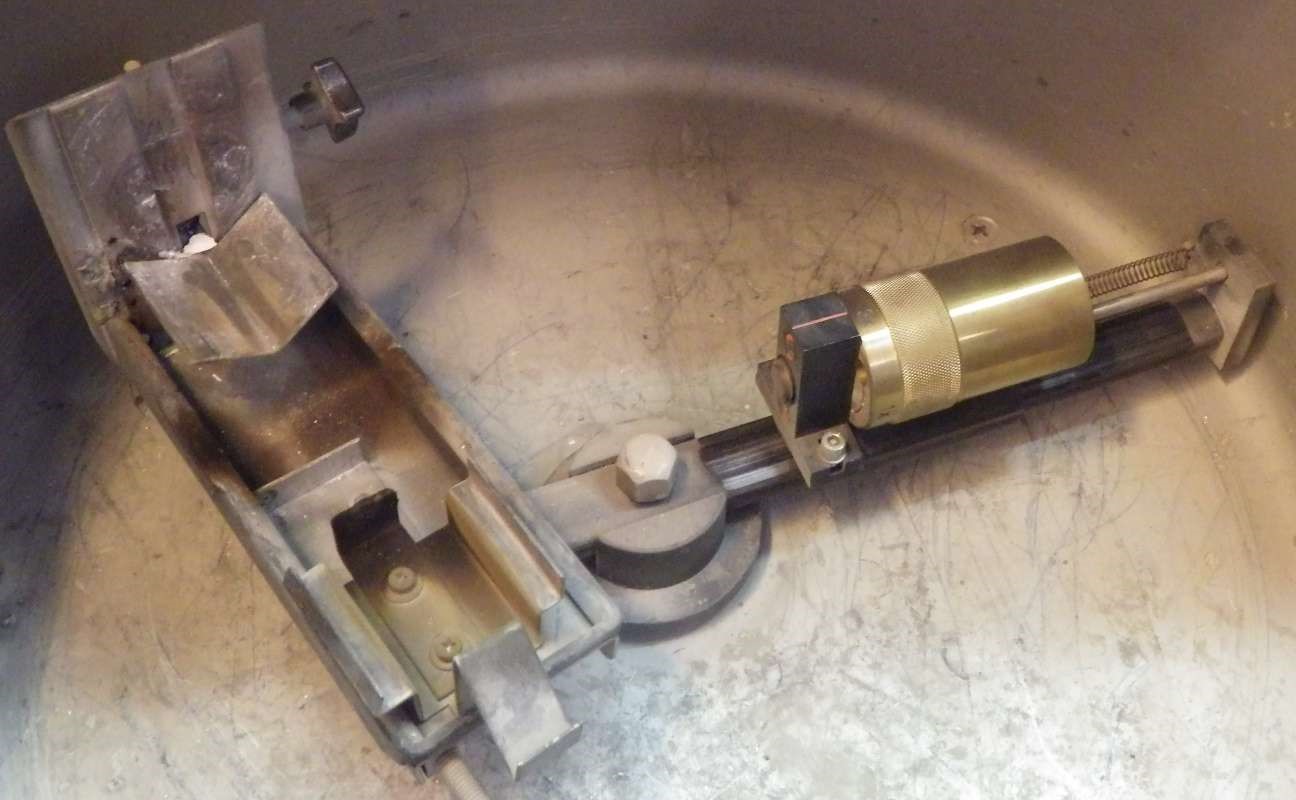
Schleuder für offenen Flammenguss
Zum Schutz der Schmelze vor Oxidation werden in G. diverse Maßnahmen ergriffen, so etwa die Erzeugung von Vakuum zum Absaugen unerwünschter Gase aus der und durch die Einbettmasse, das Gießen unter Schutzgasatmosphäre (etwa Argon) oder die Verwendung spezieller Tiegel aus Graphit, bei dessen oberflächlichem Abbrennen während des Gusses die Gase CO2 (Kohlendioxid) als Schutzgas und CO (Kohlenmonoxid) als Reduktionsmittel freigesetzt werden. Beim Guss mit offener Flamme wird in der "reduzierenden Arbeitszone" ebenso CO frei, auch das Hinzufügen von Schmelzpulver kann hier Oxidation verhindern.
Want to give it a try ...
... or need professional advice?
Get in touch with us or click Contact.
Word of the day
| English | German |
|---|---|
| starting torque | Anfahrtsmoment |
Focus text of the month
Composites also composite (from the Latin componere = to compose) are tooth-coloured filling materials with plastic properties used in dental treatment. In lay terms they are often referred to as plastic fillings, also erroneously sometimes confused with ceramic… Composites also composite (from the Latin componere = to compose) are tooth-coloured filling materials with plastic properties used in dental treatment. In lay terms they are often referred to as plastic fillings, also erroneously sometimes confused with ceramic fillings due to their tooth colour. After being placed in a cavity they cure chemically or by irradiating with light or a combination of the two (dual-curing). Nowadays, composites are also used as luting materials. The working time can be regulated with light-curing systems, which is a great advantage both when placing fillings and during adhesive luting of restorations. Dual-curing luting materials are paste/paste systems with chemical and photosensitive initiators, which enable adequate curing, even in areas in which light curing is not guaranteed or controllable. Composites were manufactured in 1962 by mixing dimethacrylate (epoxy resin and methacrylic acid) with silanized quartz powder (Bowen 1963). Due to their characteristics (aesthetics and advantages of the adhesive technique) composite restorations are now used instead of amalgam fillings.
The material consists of three constituents: the resin matrix (organic component), the fillers (inorganic component) and the composite phase. The resin matrix mainly consists of Bis-GMA (bisphenol-A-glycidyldimethacrylate). As Bis-GMA is highly viscous, it is mixed in a different composition with shorter-chain monomers such as, e.g. TEGDMA (triethylene glycol dimethacrylate). The lower the proportion of Bis-GMA and the higher the proportion of TEGDMA, the higher the polymerisation shrinkage (Gonçalves et al. 2008). The use of Bis-GMA with TEGDMA increases the tensile strength but reduces the flexural strength (Asmussen & Peutzfeldt 1998). Monomers can be released from the filling material. Longer light-curing results in a better conversion rate (linking of the individual monomers) and therefore to reduced monomer release (Sideriou & Achilias 2005) The fillers are made of quartz, ceramic and/ or silicon dioxide. An increase in the amount of filler materials results in decreases in polymerisation shrinkage, coefficient of linear expansion and water absorption. In contrast, with an increase in the filler proportion there is a general rise in the compressive and tensile strengths, modulus of elasticity and wear resistance (Kim et al. 2002). The filler content in a composite is also determined by the shape of the fillers.
Composite restorations Conclusion |
 Minimally-invasive preparation and
Minimally-invasive preparation and  indiscernible composite restoration
indiscernible composite restoration